Programatory, analizatory, oscyloskopy, wyważarki



Programatory, analizatory, oscyloskopy, wyważarki
Idealnie wyważony przedmiot podparty w środku masy, pozostanie w równowadze (nie przechyli się w żadną ze stron). Niewyważenie jest to przemieszczenie środka masy przedmiotu z osi jego obrotu. W chwili obracania się przedmiotu przemieszczenie to powoduje powstawanie siły odśrodkowej, za pośrednictwem której generowane są drgania.
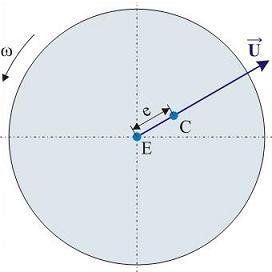
Siła odśrodkowa działająca na elementarny wycinek elementu obracającego się.
Rozważmy bardzo cienki wycinek elementarny prostopadły do osi wału. Ze względu na niedoskonałość wykonania wału środek masy wycinka 'C' jest przesunięty względem środka geometrycznego 'E' o odległość 'e'. Po wprawieniu wycinka w ruch obrotowy z prędkością ω na wycinek zaczyna działać siła odśrodkowa meω2. Miarą niewyważenia rozpatrywanego wycinka jest iloczyn masy wycinka 'm' i przesunięcia 'e'.
Występowanie drgań może mieć następujące skutki:
Wyważanie przeprowadzane może być z następujących powodów: bezpieczeństwa (np. kół samochodowych, kolejowych), ekonomicznych (niewyważone urządzenia szybciej zużywają się i częściej ulegają awariom), komfortu obsługi (hałas, wibracje). W wielu przypadkach wyważenie elementów wirujących ma wpływ na ich poprawne działanie (np. żyroskopy).
Celem wyważania jest ustalenie wielkości i położenia masy korekcyjnej. Umocowanie masy korekcyjnej na wirniku* powoduje zmniejszenie niewyważenia resztkowego (istniejącego w wirniku po wyważaniu) do wartości dopuszczalnej. Wielkość dopuszczalnych niewyważeń resztkowych odpowiadających różnym klasom jakości wyważania określają odpowiednie normy. Definiują one szereg klas dokładności wyważania. Każda z klas ustala dopuszczalne resztkowe niewyważenie, czyli wielkość niewyważenia jaka może pozostać dla urządzenia o określonej w normie konstrukcji i przeznaczeniu. Dodatkowo można przyjąć inne kryterium, np. hałas powodowany przez niewyważenie
W przypadku tarczy szlifierskiej przyczyną powstawania drgań może to być niejednorodność materiału ściernego, która zawsze występuje. Dodatkowo w wyniku niedokładnego pasowania tarczy na wale może dojść do przesunięcia centrum masy względem środka obrotu.
Często spotyka się w praktyce, że szlifierze umieszczają tarczę na wale a następnie całość toczą po rolkach. Jeżeli detal zatrzymuje się permanentnie w tym samym miejscu uznają to za tzw. miejsce ciężkie. Następnie przesuwają kamienie głowicy szlifierskiej w taki sposób aby po stronie przeciwnej do tego miejsca wytworzyć odpowiednią przeciwwagę. Jest to bardzo zgrubna metoda wyważania obarczona dużym błędem, pochodzącym z dwóch ródeł. Pierwsze z nich to siły tarcia wału o rolki, a drugie to fakt, iż tarcza po zdjęciu zakładana jest na kompletnie inny wał niż ten, na którym była wyważana.
Dlatego tarcze po otrzymaniu od producenta powinny być wyważane na szlifierce w miejscy pracy. Wyważanie tarczy na szlifierce daje możliwość wyważenie ściernicy z całym układem wrzeciona.
Korekcja niewyważenia tarczy szlifierskiej powinna być robiona regularnie w miarę jej zużywania, w skrajnym przypadku nie wykonywanie tego zabiegu może doprowadzić nawet do jej rozerwania.
Praca każdego elementu wirującego ma swoja specyfikę i przyczyny powstawania niewyważenia mogą być różne. Dlatego służby zajmujące się utrzymaniem ruchu lub osoby odpowiedzialne za nadzór, konstrukcję różnych detali wirujących powinny być wyposażone w odpowiednie do tego celu przyrządy pomiarowe, które pozwolą na szybkie usunięcie niebezpiecznych drgań, niedopuszczenie do powstania awarii, oraz dalszych konsekwencji będących jej następstwem.
* - Masa korekcyjna może być również odjęta po przeciwnej stronie wirnika..
Wyróżnia się następujące rodzaje niewyważania:
Wyważanie jednopłaszczyznowe stosuje się do wirników o kształcie tarczowym, w których odległość między łożyskami jest dostatecznie duża oraz bicie osiowe takiej tarczy jest dostatecznie małe. Norma (PN-93/N-01359, ISO 1940/1-1986) określa, że wyważanie tego typu może być stosowane, gdy odległość między płaszczyznami korekcji* (I i II) jest mniejsza od jednej trzeciej odległości między łożyskami.
* - Płaszczyzna korekcji - prostopadła do osi wału wirnika płaszczyzna, w której dokonuje się korekty niewyważenia..
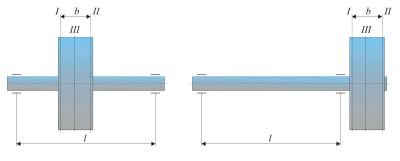
Przykład wirników spełniających warunek wyważania jednopłaszczyznowego
Wyważanie jednopłaszczyznowe może zostać także przeprowadzone bez potrzeby wprowadzania wirnika w ruch obrotowy. Należy wtedy tak ulokować masę korekcyjną, aby zachowana była równowaga statyczna w jego dowolnej pozycji kątowej. W wielu przypadkach taki sposób wyważania może okazać się niewystarczająco dokładny i nie zmniejszyć niewyważenia resztkowego do akceptowalnego poziomu.
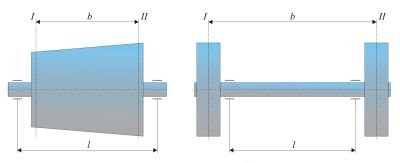
Wirniki wyważane dwupłaszczyznowo
Wyważanie dwupłaszczyznowe stosuje się do wirników nie spełniających podanego wcześniej kryterium. Do wyważania dwupłaszczyznowego konieczne jest wprowadzenie wirnika w ruch obrotowy w celu eliminacji resztkowej pary niewyważeń.
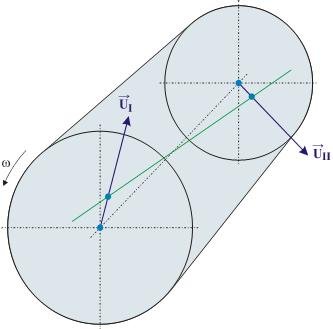
Stan niewyważenia wirnika sztywnego
W takim przypadku kąt niewyważenia w każdej z płaszczyzn I i II może być różny powodując nie tylko przesunięcie ale i skręcenie centralnej głównej osi bezwładności względem osi wirnika. Obserwuje się wtedy wpływ niewyważenia z jednej płaszczyzny na niewyważenie drugiej. Masa korekcyjna przykładana jest wówczas w obu płaszczyznach korekcji. Stan niewyważenia wirnika sztywnego przedstawia rysunek 4, kolorem zielonym oznaczono centralną główną oś bezwładności przesuniętą i skręconą względem osi wału.
Wyważanie wielopłaszczyznowe dotyczy wałów giętkich, gdzie siły odśrodkowe powodują dodatkowo ugięcie wału. Ilość płaszczyzn korekcji jest w tym przypadku większa niż dwie. W szczególnych przypadkach, np. wały sprzęgnięte osadzone oddzielnie w swoich łożyskach, mogą być wyważane niezależnie jako sztywne pod warunkiem, że masa sprzęgła nie jest istotna w odniesieniu do masy wałów.
Cel, jakim jest wyważenie wirnika, można osiągnąć na dwa sposoby: używając specjalizowanego stanowiska po wymontowaniu z urządzenia lub wyważając w miejscu zainstalowania wirnika zamontowanego we własnych łożyskach.
Wyważanie w specjalizowanym stanowisku (wyważarce) stosowane jest najczęściej na etapie produkcji, kiedy kontroli poddawana jest duża seria jednakowych elementów - takim przypadku można znacznie uprościć i przyspieszyć proces wyważania, oraz wtedy, gdy dostęp do wirnika jest utrudniony lub niemożliwy. Tą metodą można również przeprowadzać wstępne, niskoobrotowe wyważanie wirnika, np. po przeprowadzeniu prac remontowych, kiedy istnieje obawa obserwacji silnego niewyważenia mogącego zniszczyć urządzenie po wprowadzeniu wirnika w obroty o prędkości znamionowej.
Drugi ze sposobów wyważania w miejscu zainstalowania należy uznać za najbardziej dokładny. Pozwala on na wyważanie przy prędkości znamionowej i może być używany do precyzyjnego wyważanie wirnika wyważonego wstępnie przy pomocy wcześniej opisywanej metody. Metoda ta eliminuje niewyważenie technologiczne, które może powstać na etapie montażu wirnika. Wadą tego sposobu jest bardziej skomplikowany cykl pomiarowy. Z uwagi na sposób dokonywania pomiarów metoda wyważania w miejscu zainstalowania może nie sprawdzić się w przypadku urządzeń, gdzie wiele wirników obraca się z taką samą prędkością.
Warto zwrócić uwagę na fakt, iż wyważanie w łożyskach własnych różnych obiektów niejednokrotnie wymaga o wyważającego dysponowania czujnikami o różnej czułości. Jest to spowodowane tym, że możemy się spotkać z różnymi wielkościami przyśpieszeń i czujnik którym dysponujemy może pracować poniżej lub powyżej swojego zakresu pomiarowego. Należy tu zwłaszcza wziąć pod uwagę zakres mierzonych przyśpieszeń, prędkości lub przemieszczeń drgań jak również zakres częstotliwości pracy danego czujnika.
Na koniec można przytoczyć przykład z życia codziennego, który zna każdy kierowca: wyważanie kół samochodowych. Koła wyważane są na specjalnych stanowiskach a następnie zakładane w miejsce docelowej ich pracy. Jak już wcześniej zostało wspomniane, w takim wypadku wystąpi błąd związany z różnicą pasowania koła na stanowisku pomiarowym oraz na osiach samochodu. Dokładne usunięcie niewyważenia z kół samochodowych powinno być przeprowadzone w miejscu ich docelowego montażu, czyli na samochodzie. Należałoby najpierw ustawić samochód na odpowiednim stanowisku, wprowadzić koło w ruch jednostajny i dokonać stosownego pomiaru. Ta metoda usunęłaby niewyważenia z całości układu napędowego co wpłynęłoby znacznie na obniżenie drgań.
21-07-2019
Dodano obsługę układu SST39VF801C-70-4C-EKE, poprawiono szybkość algorytmów bibkioteki Flash16...
25-04-2019
Poprawiono algorytmy układów Dallas DS1230Y, DS1644, DS1225AD...
01-04-2019
Poprawiono obsługę programowania automatycznego w opcji Gang Mode...
RK-SYSTEM
ul. Chełmońskiego 30
05-825 Grodzisk Mazowiecki
mobile +48 662 168 786
tel. +48 22 724 30 39, +48 22 755 69 83
fax +48 22 734 18 63
E-mail: rk-system@rk-system.com.pl
Dział Handlowy: handlowy@rk-system.com.pl